![]() 销售热线:18560633202;0532-86892731
销售热线:18560633202;0532-86892731


火焰切割是什么?
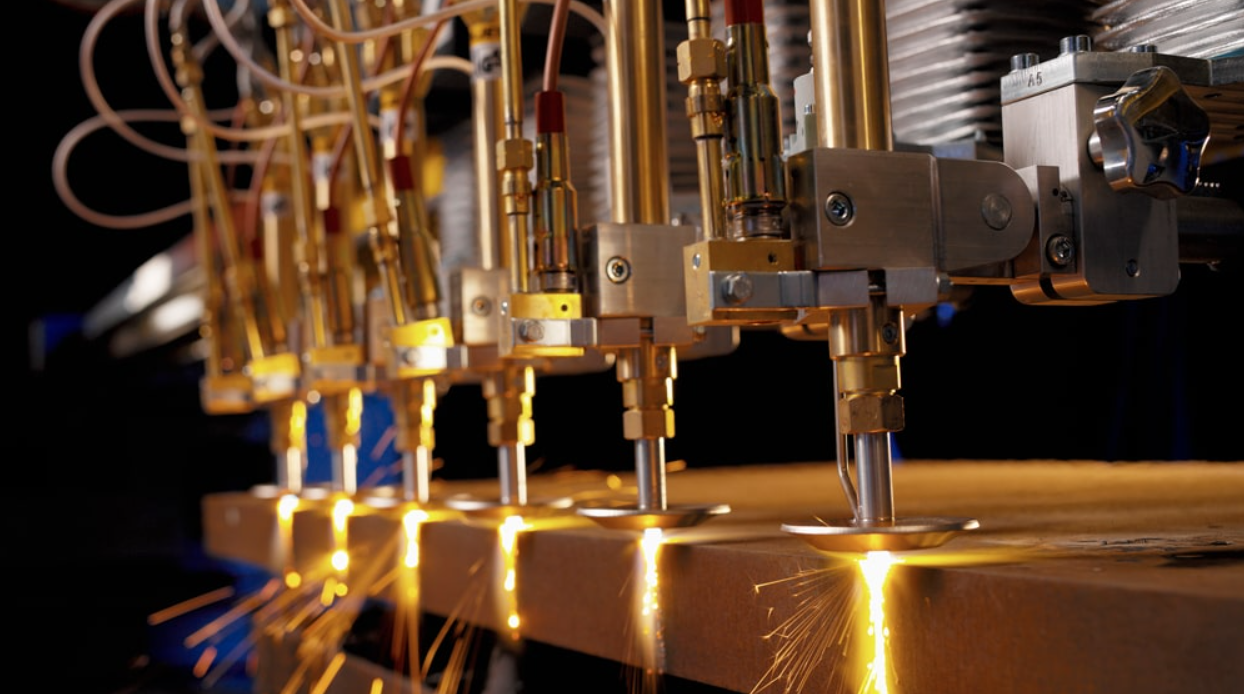
凯锐丰致力于提供焊接切割自动化设备,关于火焰切割,今天就来展开聊聊火焰切割到底是什么?
关于火焰切割,其实是一种热切割工艺,是用纯氧和燃料气体切割金属。比如我们常见的钢板、钢管、钢棒等各种钢材。对于火焰切割的原理,很多人还是非常困惑,今天我们就来科普一下火焰切割是如何切割金属的。
氧燃料割炬会产生约1800华氏度的高温,这个高温热量用于将钢材表面或边缘加热到同等温度。氧气会形成细高压形式刘翔加热区域。最终钢材会被氧化,氧化的钢材被吹走就会形成空腔。此时,热量和氧气流的速度移动是相同的,形成切割金属的结果。
我们知道钢材被氧化,也是一种“生锈”现象。而火焰切割中的化学反应也可看作成一种快速生锈的现象。火焰切割可以切割各种形状的厚度在0.5-250mm的钢材。在切割过程中,氧气的纯度是影响切割质量和速度的重要因素,氧气纯度应达到99.5%以上。另外高品质设计的喷嘴在确保氧气纯度方面的作用十分重要,它可以保护氧气射流的纯净度,排除夹杂空气的影响,这种空气会造成钢材中产生气泡或气袋。
在火焰切割的时候,所使用的燃料气体大概是丙烷、乙炔、丙烯、液化石油气、MAPP、天然气等。火焰温度和热量分布以及燃料类型都会影像切割的质量、时间和速度。我们大概说说这几种燃料气体的区别。乙炔是所有燃料气体中温度最高的,这样会达到更快的刺穿,乙炔还会产生更强烈的火焰,减少热影响区的大小和变形程度。丙烷的火焰程度比乙炔低,所以刺穿速度比乙炔略慢,切割速度是大致相同的。
在切割过程中所产生的燃料气体也是有差距的,根据火焰温度和热量分布,气体类型会影响切割速度、刺穿时间和切边质量。
火焰切割也可与等离子切割或水雾切割结合来切割同一区域,具体分为“预热”、“刺穿”、“切割”三个步骤。预热就是会将刚才加热约1800华氏度,这时便会与氧气发生发生,割炬内部的燃料气体和氧气混合形成高度易燃物,喷嘴带有多个圆形孔,通过喷嘴集中可燃混合物,混合物在喷嘴外燃烧,预热火焰在喷嘴最尖端外形成。同时氧气可以调整比例,有助于用尽量小的火焰形成可能高的温度,从而提高控制力。一旦金属表面边缘达到点燃温度,会启动氧气射流,开始刺穿钢材,这就是切割氧。
喷嘴中心的孔会形成射流,当切割氧气流撞击预热过的钢材就开始了快速氧化的过程,这个过程也是放热反应,此时释放的热量比启动所需的热量要多,被氧化的钢材形成熔渣并被吹走,这就是刺穿材料的原理。合理操作下,表面会有少量小滩渣,否则可能会产生熔融钢喷泉。当钢板被切割氧气流刺穿,割炬开始恒定移动,这样就形成连续切割。切割金属的厚度控制是通过调节器设置的切割喷嘴和气体流量控制。整个过程要保持放热反应的不断进行,使用割炬加热切割前的钢板需要贯穿整个过程,连续给钢材施加热量,同时将熔渣从钢板底部吹出。
虽然这些基本步骤看起来并不难,但是还有其它许多因素会对切割的稳定性产生作用,比如氧气压力、预热火焰调整、切割高度、钢材温度等,他们综合决定了火焰切割操作的能否高质量顺利完成。
需采购切割设备可点击联系我们
